






T継手溶接部溶け込み不良の最適探傷位置の検討
目的
超音波による非破壊検査において、ある構造物に対する探触子の最適な位置を検討する際には、探触子の位置および想定される欠陥を設定し、実際に検査を行うことで検査可能かを検討する。ComWAVEを利用して様々な条件で探触子と欠陥を設定し超音波伝搬をシミュレートすることで、実物を使用することなく、最も欠陥によるエコーを確認しやすい探触子の位置を検討できると考えられる。
今回は解析の例として、T継手試験体の溶接部の溶け込み不良による欠陥を検知するための最適探傷条件を検討する。本解析では試験体の一定の位置から超音波を発信し、エコーを受信する受信子の最適な位置を探索する。受信波形から欠陥の有無を調べるには、欠陥がある場合とない場合の受信波形の差異が大きいことが望ましい。そのため各受信子の位置について欠陥ありと欠陥なしの2パターンで解析を行い、それらの受信波形を比較して最適な受信子の位置を探索する。
解析モデル
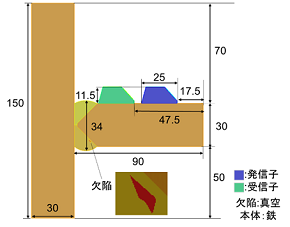
試験体および溶接部溶け込み不良欠陥の解析モデルを以下に記す。いずれも2次元モデルである。左図は解析初期における受信子の位置、右図は最適な受信子の位置の場合を表している。いかにして最適と判断したかは後述する。
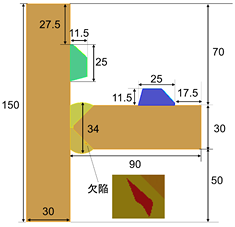
試験体(鉄)
| 縦波速度 | 5.9e3 [m/s] |
|---|---|
| 横波速度 | 3.2e3 [m/s] |
| 密度 | 7.9e3 [kg/m^3] |
くさび
| 縦波速度 | 2.73e3 [m/s] |
|---|---|
| 横波速度 | 1.43e3 [m/s] |
| 密度 | 1.18e3 [kg/m^3] |
欠陥(真空)
| 縦波速度 | 0 |
|---|---|
| 横波速度 | 0 |
| 密度 | 0 |
欠陥部の形状は簡単のために単純な形状にモデリングされる場合が多いが、ComWAVEでは欠陥も自由にモデリング可能なため、ここでは実際の溶け込み不良に近い形状のモデルを作成し、試験体モデルと結合した。

モデラで作成した欠陥をComWAVEモデルに結合
解析条件
解析規模
| 要素サイズ | 0.0500 [mm] |
|---|---|
| 要素数 | 7,200,000 |
| 伝搬時間 | 1e-4 [s] |
| ステップ数 | 14749 |
マシン環境
| OS | Windows 10 |
|---|---|
| CPU | Intel(R)Core™ i7-8750H CPU @ 2.20GHz 2.21GHz |
| GPU | なし |
| メモリ | 32GB |
計算時間
| 初期配置 - 欠陥あり | 4733.77 [sec] |
|---|---|
| 初期配置 - 欠陥なし | 4978.58 [sec] |
| 最適配置 - 欠陥あり | 4736.48 [sec] |
| 最適配置 - 欠陥なし | 4868.63 [sec] |
入力波形
中心周波数2MHz
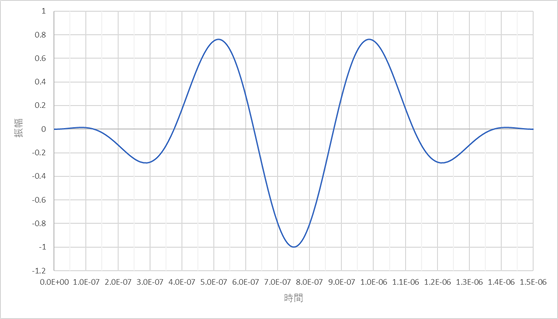
入力波形
解析結果
探触子の初期配置における受信波形を以下に記す。左図は欠陥を含めた場合、右図は欠陥のない場合である。欠陥からのエコーと試験体によるエコーが重複しており、両者の差異が見られないため波形から欠陥を見出すことが難しい。
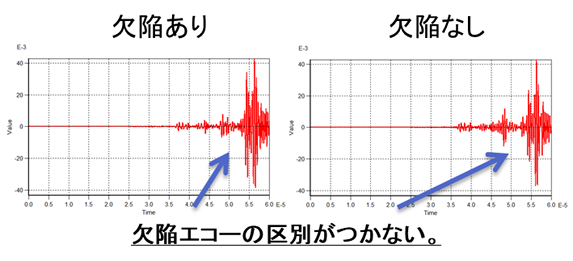
初期位置における受信波形
そこで、欠陥のある場合の結果から欠陥のない場合の結果を減算した伝搬図を次の図に示す。これにより欠陥によるエコーのみを可視化できるため、検出に効果的な受信子の位置を見出すことができる。
欠陥エコー伝搬の様子
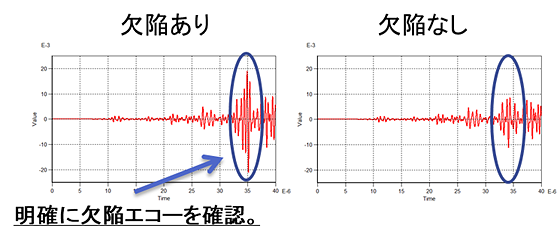
以上の結果から、最適と思われる位置に受信子を配置した場合の受信波形を以下に示す。左図は欠陥を含めた場合、右図は欠陥のない場合である。欠陥からのエコーによる波形の差異を明確に見ることができる。
まとめ
今回ComWAVEを利用して、欠陥ありの計算結果からなしの計算結果を引き算することで、欠陥からのエコーが最も強く到達する位置を算出し、欠陥エコーを最も明確に見出すことができる受信子の位置を見つけられた。これにより、ComWAVEによって、効率的かつ低コストで非破壊検査における最適探傷条件を見つけることができることが示された。