






ツール寿命の改善
目的
316ステンレスの切削加工において、他の生産性の条件は犠牲にすることなくツール寿命の延長が可能か検討を行う。そのため費用のかかる実際のテストの代わりに、シミュレーションを使って切削速度とフィード量を最適化する。AdvantEdgeを使っていろいろな切削速度とフィードに対するツールの温度をシミュレーションすることができる。 ツール寿命の考え方は、ツールの温度を基本とする。ツールの最高温度が最も寿命に影響を及ぼすものと仮定し、切削速度とフィードの組み合わせで、最もツールの温度が低い結果がツールの寿命を延ばすものと考える。
現在、ツールと切り屑の接触温度は約700℃あたりである。 超硬ツールにおいて温度を700℃から600℃に下げることによって、ツールの寿命もおよそ100%延びると考える。 よって切削速度とフィードの組み合わせでツールと切り屑の接触温度を600℃以下にすることが、ツールの寿命アップをもたらすであろう。
方法
切削速度とフィード量をパラメータとして決定してゆく。
- 基本の切削効率を維持する。
- 少なくとも100℃、ツールと切り屑の接触温度を下げる。
- ツールの破損を避けるために、ツールにかかる切削力と応力を最小限にする。
セットアップ
同等の切削効率である以下の3パターンをシミュレーションする。
| スピード(sfm) | フィード(in) | |
|---|---|---|
| ケース1(a) | 550 | 0.004 |
| ケース2(b) | 425 | 0.005 |
| ケース3(c) | 300 | 0.007 |
| 切り込み | 0.050in |
|---|---|
| すくい角 | 20° |
| 逃げ角 | 8° |
| エッジ半径 | 0.001inches |
| ツール材質 | 超硬材 |
| 被削材 | 316SST |
結果
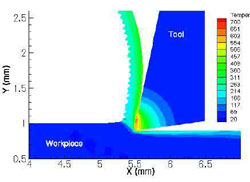
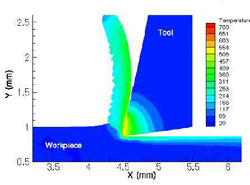
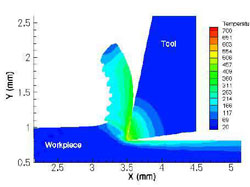
- 1.温度とツール寿命
- 切削条件を(a)から(c)へ変更して行った場合、ツールと切り屑の接触温度は700℃から500℃以下へ下がった。(図1)ツール寿命は、100%以上延びたと言えよう。
- 2.切削力
- フィードが0.004インチから0.007インチに増えたことによって、切削力は40%増えた。 シミュレーションではツール表面で最高引張力と最高圧力のエリアを広げたものの、最大値自体の大きな増加傾向は見られない事がわかる。よって、この新しい切削条件においてツールの破損比率が大きく悪化することはないと判断できる。
以上のことより、同じ切削効率を保ちながら条件を(a)から(c)へ変更することにより、100%以上ツール寿命を上げることができる。
 (a) (a) |
 (b) (b) |
|
 (c) (c) |
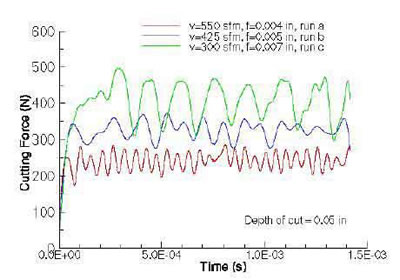 図2.切削条件(a) (b) (c)における切削力の比較
図2.切削条件(a) (b) (c)における切削力の比較 まとめ
AdvantEdgeは、以下の内容を求める上で有用なツールといえる。
- ツール寿命を調査するための切削力と温度
- 切削効率を上げる可能性
- 表面精度と関係するワークピース表面の加工硬化