伊藤忠テクノソリューションズの科学・工学系情報サイト
伊藤忠テクノソリューションズの科学・工学系情報サイト

コラム:超音波・電磁技術
科学営業第3部 プロダクト第1課 池上 泰史
[2024/07/11]
超音波ワイヤーボンディングとは、半導体チップの電極部(ボンディングパット)と、リードフレーム及び基板上の導体などとの間を金、アルミニウムなどの細いワイヤーで接続する方法です。電子部品や半導体デバイスの接合に用いられる技術で、溶着時間の短縮、ランニングコストの低減、環境にやさしい、装置が小型で比較的安価という特徴があります。その一方、ボンディングは、加熱・振動・固定などの各パラメータのふるまいがミックスされた状況で結果が出てくるため、環境や使用しているツール(金線、キャピラリ)で全く異なったパラメータになってしまいます。このため、最適なボンディングの条件決定は、現状では、経験をもとに、何度も実験を繰り返して条件を決定しています。
本稿では、超音波伝搬解析ソフトウェアComWAVEを用いて、最適なボンディング条件の評価を行った事例についてご紹介します。
超音波ワイヤーボンディングの接合部に着目し、周波数の違いによる表面変形状態およびワークの加工点の応力等を出力し、最適なボンディング条件の評価を行います。
図1および図2に解析モデルを示します。ここでは、ワイヤ接合部の振動に影響を及ぼすと考えられるチップ周辺の構造として、基板、配線、チップ、ワイヤ接合部さらにボンディング中の固定部をモデル化しています。
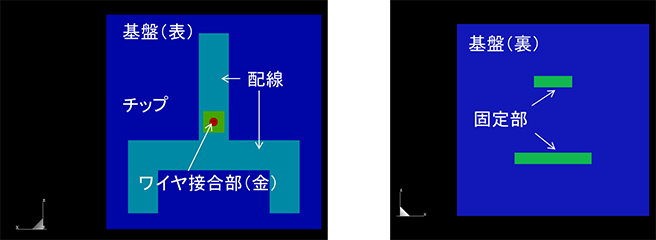
図1 チップの電極にワイヤ(金)を接合する解析モデル(全体図)
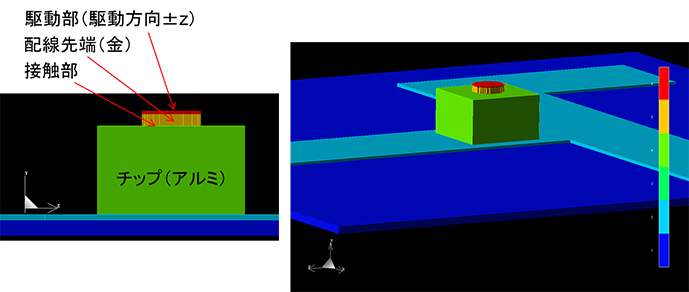
図2 チップ周辺の解析モデル
超音波は、ワイヤ接合部にz方向振動として周波数80kHzおよび160kHzの2種類を与えます。図3に入力超音波波形およびワイヤ接合部の駆動方向を示します。
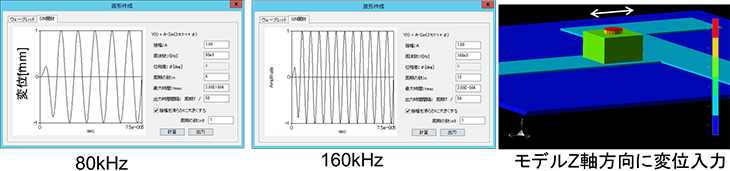
図3 入力超音波波形およびワイヤ接合部の駆動方向
配線(金)先端とチップ接合部に接触(静摩擦係数1.2、動摩擦係数0.24)を導入します。固定部は0Hzの強制変位により変位・変形しない剛体として固定します。また、配線(金)先端とチップ接合部にかかる力は20mNとしました。基板、配線、固定部、チップ、ワイヤ、駆動部の各材料の物性値を表1に示します。
表1 各材料の物性値

配線先端およびチップ上端の2点に観測点を配置し、変位波形を取得します。図4に観測点位置を示します。また、基板、配線、固定部、チップ、ワイヤ、駆動部の表面の超音波振動による変位図およびミーゼス応力を出力します。
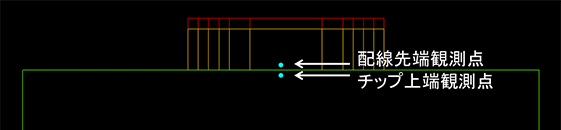
図4 変位波形の観測点
変位伝搬図

ミーゼス応力伝搬図


図5 80kHz駆動時の超音波伝搬図(上図:変位伝搬図、下図:ミーゼス応力伝搬図)
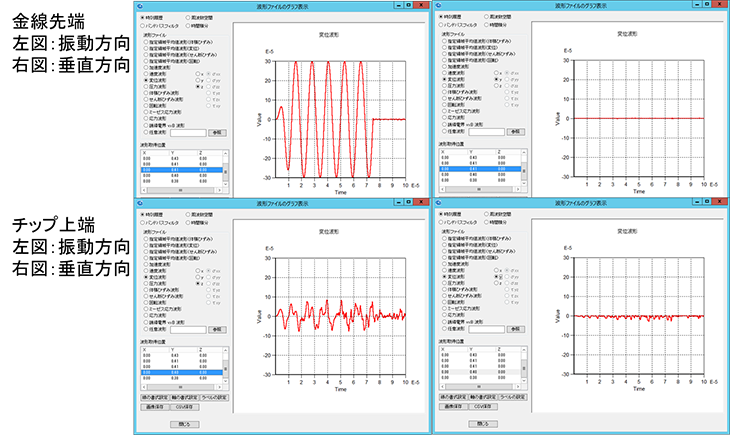
図6 80kHz駆動時の金線先端およびチップ上端の変位波形
変位伝搬図

ミーゼス応力伝搬図


図7 160kHz駆動時の超音波伝搬図(上図:変位伝搬図、下図:ミーゼス応力伝搬図)
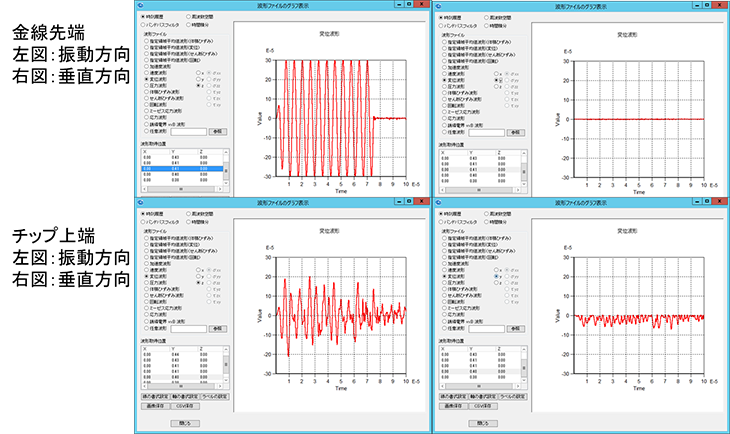
図8 160kHz駆動時の金線先端およびチップ上端の変位波形
超音波解析ソフトウェアComWAVEを用いて、超音波ワイヤーボンディングの接合部に着目し、周波数の違いによる表面変形状態およびワークの加工点の応力等を出力し、最適なボンディング条件の評価を行いました。その結果、以下の結果が得られました。
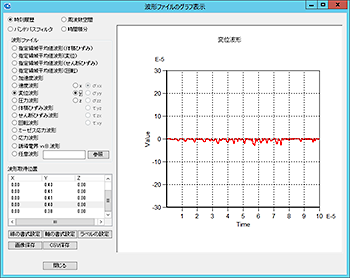
安定度を金線とチップの接触率(超音波駆動時間のうち接触している時間の割合)で評価します。図9は80kHzと160kHzの金線とチップの接触位置のチップ側のy方向(振動方向に垂直な方向)変位波形ですが、金線のy方向振動がほぼ0であることから、チップのy方向振動が0以下になると金線と接触していないと考えられます。これより接触率を計算すると表2のようになります。このことから、80kHzの方が160kHzと比べて接触率が高く、安定したボンディングとなっていることが分かります。
80kHz
160kHz
図9 金線とチップの接触位置のチップ側のy方向(振動方向に垂直な方向)変位波形
表2 金線とチップの接触率(超音波駆動時間のうち接触している時間の割合)
| 入力周波数 | 接触率 |
|---|---|
| 80kHz | 34.5% |
| 160kHz | 13.8% |
チップにかかる応力は、ボンディングによるチップの損傷につながるため、重要な評価となります。
駆動周波数80kHzおよび160kHzにおけるミーゼス応力を出力した結果を図10に示します。この図を見ると、80kHzでは応力はチップ全体に均一に広がっているのに対し、160kHzでは接合部に応力が集中していることが分かります。このため160kHzではチップが損傷する可能性が高くなることが分かります。

80kHz駆動

160kHz駆動
図10 チップにかかるミーゼス応力のスナップショット(上図:80kHz、下図:160kHz)
超音波解析ソフトウェア ComWAVE
https://www.engineering-eye.com/ComWAVE/