






高速加工における切削効率の向上
目的
アルミニウム(AL6061-T6)のミリング荒加工において、25%以上の切削効率の向上を求める。しかしながら、切削の限界や余裕については、わからない部分が多い。
方法
生産の中断や、他の要素の質を下げないで、実際的に最も高速な切削スピードを予測してみる。以下の条件のもと、最速の切削速度を決定する。- ツール寿命に影響がないように、ツールの温度をいつもの50℃以内におさえる。
- 切削力の上昇を30lbs以下に抑えることにより、ひずみを最低限に抑える。
- ツール形状、フィード量、切り込み深さをこれまでの設定から変更しない。
セットアップ
以下の3つの切削スピードと基本条件で計算を行う。
| 1.切削速度 |
|
|---|---|
| 2.フィード | 0.010in/rev |
| 3.切り込み | 0.250inches |
| 4.すくい角 | 20° |
| 5.逃げ角 | 5° |
| 6.エッジ半径 | 0.001inches |
| 7.ツール材質 | 超硬材 |
| 8.被削材 | AL6061-T6 |
結果
- 切削速度を3,000sfmから4,500sfmへ上げてみたが、温度は、580℃から600℃に上がっただけであった。ツールの500℃を越える領域は、フィードと大体同じ長さのチップの先端部分のみであった。
- 切削速度を3,000sfmから4,500sfmへ上げた影響は、切削力へはほとんど現れなかった。
| 切削速度(sfm) | 3,000 | 3,750 | 4,500 |
|---|---|---|---|
| 切削力(lb) | 210 | 210 | 215 |
| 送り分力(lb) | 30 | 35 | 40 |
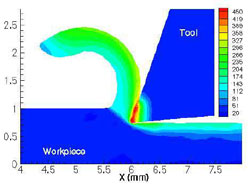 図1.切削速度 3,000sfm 図1.切削速度 3,000sfm |
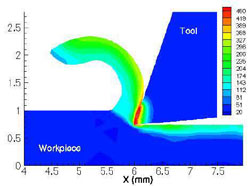 図2.切削速度 3,750sfm 図2.切削速度 3,750sfm |
|
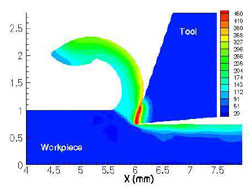 図3.切削速度 4,500sfm 図3.切削速度 4,500sfm |
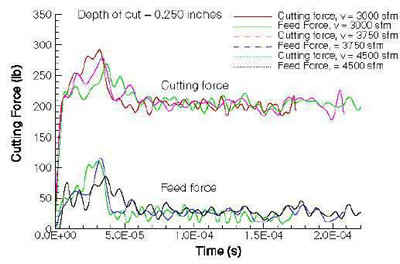 図4.異なる切削速度による切削力と送り分力
図4.異なる切削速度による切削力と送り分力 まとめ
アルミニウム(AL6061-T6)のミリング荒加工において、切削速度を3,000sfmから4,500sfmに50%高速化することが可能であることがわかった。 ツールの温度上昇は、30℃以下であった。切削力の上昇も15lb以下であった。この結果、ツールの変更や切削工程の変更は必要ないと予想される。
AdvantEdgeを利用することによって、切削力および温度を予測することが可能となり、切削速度の高速化が可能かどうか見きわめることが出来た。 AdvantEdgeでは、より良い切削条件を検討するために、切削パラメータ(速度、フィード、ツール形状、ツール材質等)を最適化することが可能である。